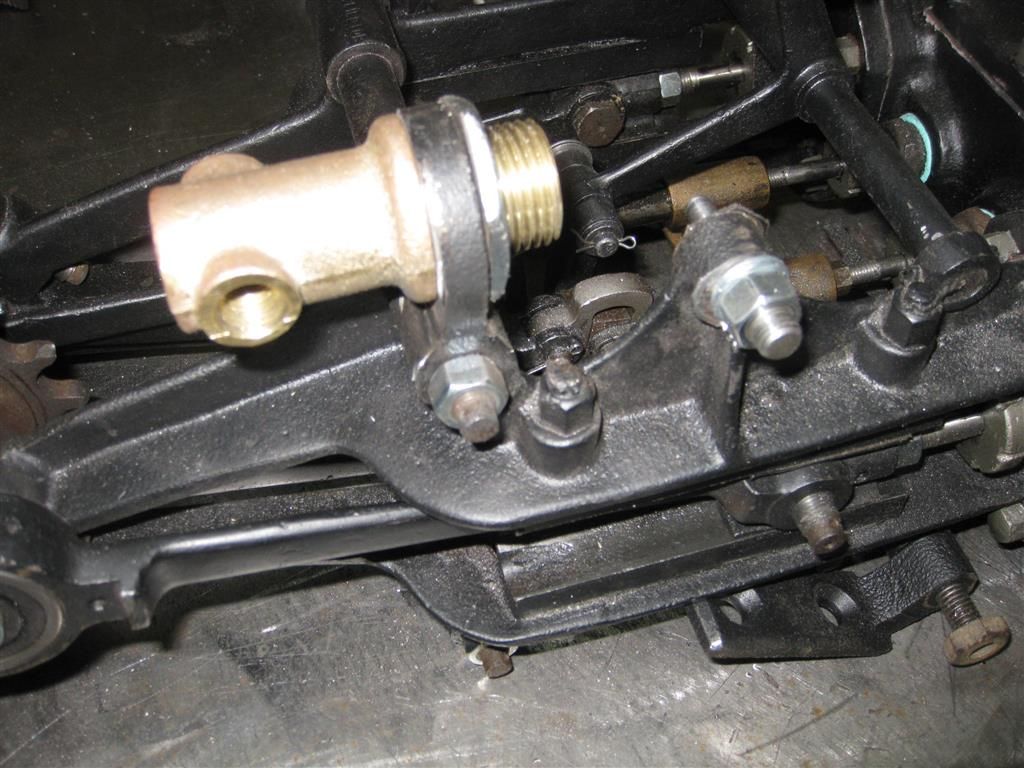
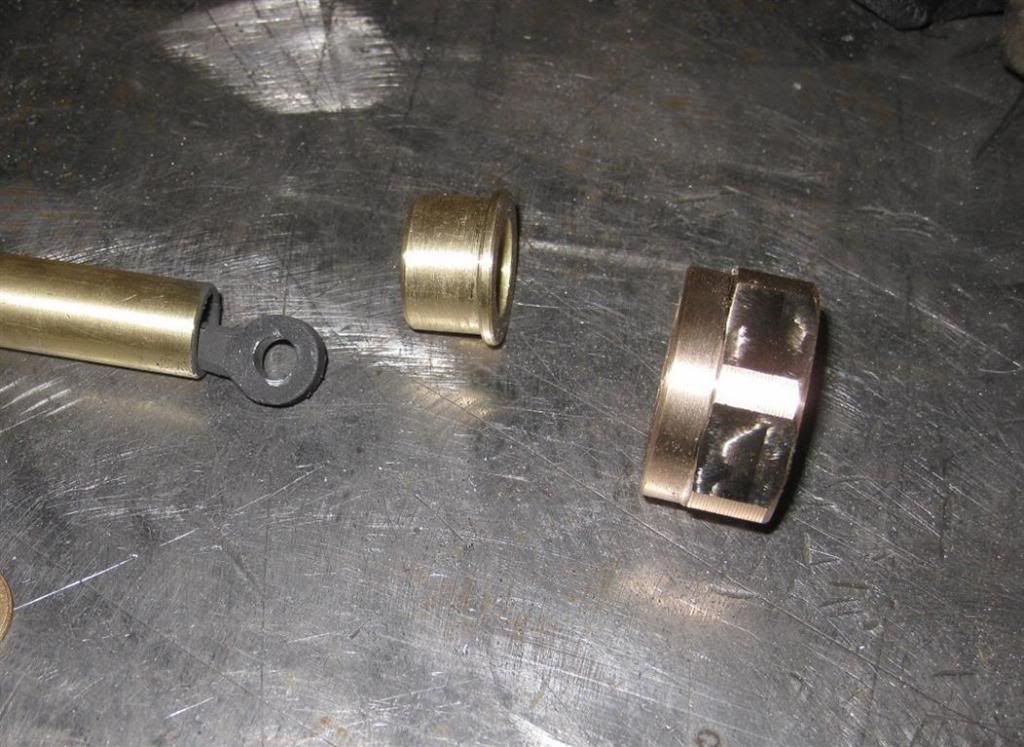
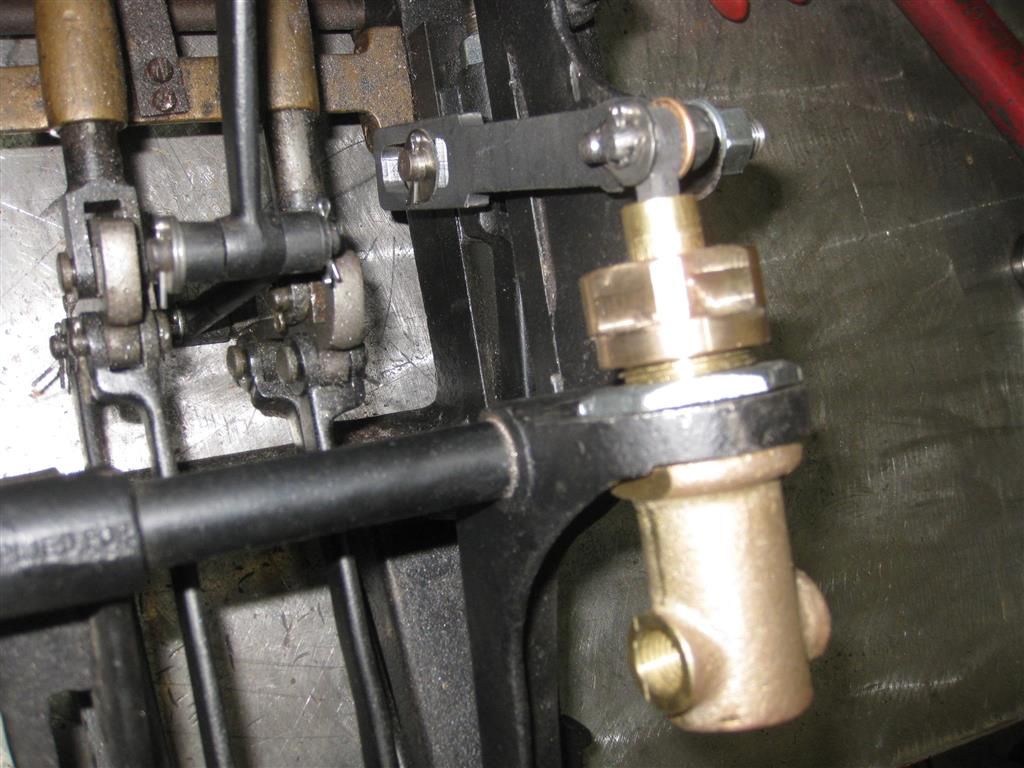
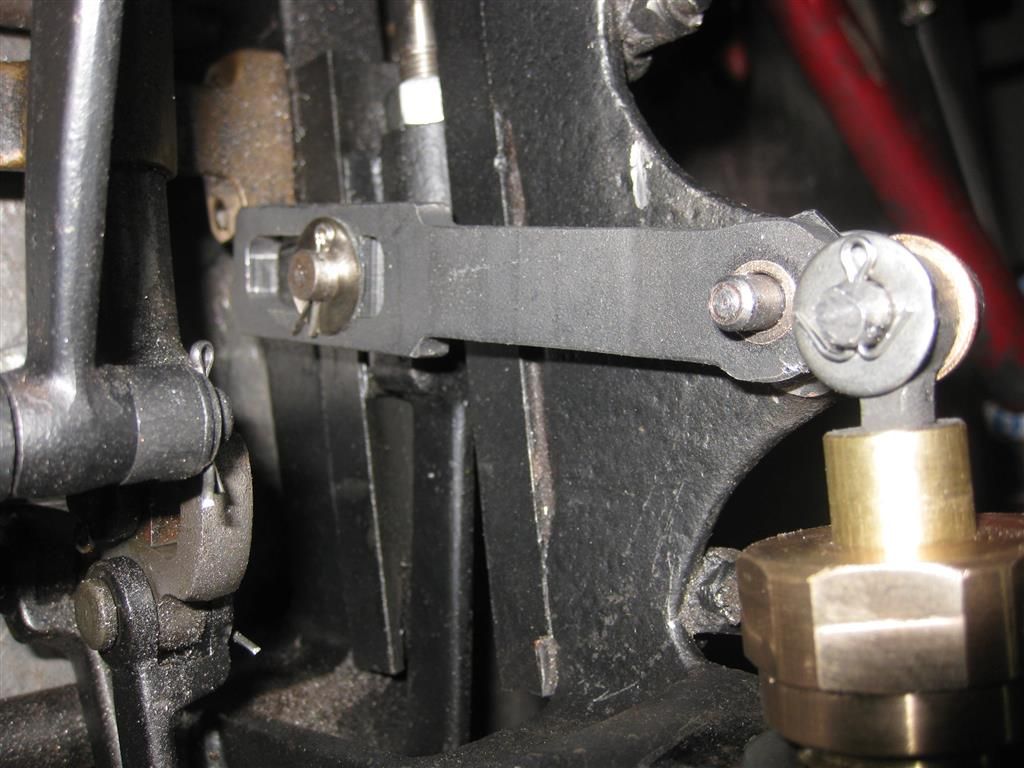
Here is the water pump on the engine. I thought someone may be able to use this when designing a water pump for their engine. The connecting rod pivots on a pin deep inside the piston body. The pump arm has a sliding block similar to a scotch yoke.
That is TIG welded. I have a spoolgun for Aluminum too, but I never use it, too finicky. It works good for stainless. The basic necessity of aluminum welding is cleanliness. The MIG is too fast, for best results paint acid in the path and rinse with water and let dry - too much trouble. The TIG is slow and gives time for the heat to clean the surface before the filler rod goes down. One trick I use for heavier Aluminum is make a prepass with torch only which cleans the surfaces and preheats the path, the filler rod flows right in. TIG is a little tricky, but once learned it makes aluminum welding pretty easy. Higher conductive metals like alum and brass etc, are a pain because their conductivity is always pulling the heat away, large mass items need to be preheated in an oven or with a torch. Any heat helps. I use helium shield gas, it is much hotter than straight argon.
For comparison, after all that welding of seams on that tank, I had three tiny little leaks to fix. One reflow on each made the repair. Had it been steel and done with a MIG I would have had several requiring multiple repairs. The Tig on aluminum is the easiest way to make a tank like that.
The small rear view mirror beside the right forewheel, is it for checking the water level?
Anyway I would be interested in the ways the boiler is regulated (waterlevel, power output etc.)
regards
Scotty
ps: the semiautomatic gauge compensator needs a shine.